| |
|
|
Read on web | Share this letter with a friend or a colleague
|
|
|
Grinding away the mythology of recycled steel
Thomas Björk, PhD, Group Technical Specialist at Ovako, outlines a recent research program that shows both recycled steel and ore-based steel are equally good as raw materials for automotive crankshafts.
Historically, a number of automotive industry OEMs have been reluctant to use recycled steel for their crankshafts. This is despite its considerable potential to reduce the carbon footprint of their products. The reason is an historic belief that engine crankshafts should be manufactured from ore-based steel, mainly because it performs better during the grinding operations necessary to create high-quality bearing surfaces. Recycled steel is considered by some to be more susceptible to “grinding burns”. This is a type of thermal damage that decreases surface hardness, introduces tensile residual stress and shortens fatigue life.
A number of major players in the industry decided it was time to challenge this by carrying out a test program to benchmark the performance of recycled and ore-based steels. With financial support from the Swedish government, a three-year project was devised - Grindability of recycled steel: automotive crankshafts (CRANK-STEEL). It was coordinated by Chalmers University of Technology, with project members including Volvo Group, Volvo Cars, Scania, Bharat Forge, Ovako and RISE IVF.
|
|
How to assess the grindability of a material?
The first challenge for the project was in how to assess the grindability of steel. This is because there is no grinding-specific definition. It was therefore decided to use the general concept of “machinability”. This describes the ease with which a certain material can be machined under given process conditions and it may be assessed by one or more of the criteria:
- Tool life & tool wear
- Material removal rate (MRR)
- Cutting force
- Surface fininsh
- Chip shape
|
|
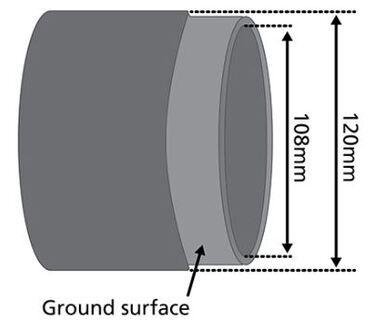
Grinding tests
To carry out the tests, tubular, hardened workpieces (see Figure 1) were fabricated from bars in a steel grade used regularly for forging. These were divided into two groups from different steel makers:
- Steel production based on recycled material
- Virgin ore-based steel
These two materials are nominally identical. However, some small differences were observed that influenced the test results, even though they remained within the specified parameters.
|
|
|
These two materials are nominally identical. However, some small differences were observed that influenced the test results, even though they remained within the specified parameters.
The test pieces were hardened by austenitization at 870°C for 1 hour followed by water quenching and tempering. Three main indicators were used to assess the grindability of the two materials:
|
|
|
- Specific energy - Is there a difference in energy required to grind the materials?
- Wheel wear - Is there a difference in how the grinding wheel wears down?
- Surface integrity - Are there differences in the surface integrity of the ground surfaces?
|
|
|
|
|
Thank you for subscribing to Strength of Steel. Please invite any of your colleagues to join us and we look forward to continuing to bring you news of interesting aspects of the steel business we are all in together. We are also happy to receive questions and will do our very best to address them in upcoming newsletters.
All the best,
Thomas Björk, Group Technical Specialist, Ovako
|
|
Ask a question
Let us know what topics interest you and any questions you may have. We will do our best to answer them.
|
|
|
|
Join our community
If you are not already a member of the Strength of Steel community, please register by using the link below.
|
|
|
|
| |
Strength of Steel landing page
After having published Strength of Steel newsletters for the best part of a year now we feel it is time to make them all available in one place.
|
| |
|
|
|
This letter has been sent to | If you no longer wish to receive emails from Ovako, please unsubscribe | ©2022 Ovako, All rights reserved
|
|
|
|
Kungsträdgårdsgatan 10, 111 47 Stockholm, Sweden
Unsubscribe
|